Başdaşı
Fon
Baş daşları xatirə daşları, qəbir nişanları, qəbir daşları və qəbir daşları kimi bir çox fərqli adla tanınır.Bunların hamısı baş daşlarının funksiyasına aiddir;mərhumun yad edilməsi və yad edilməsi.Baş daşları əvvəlcə çöl daşlarından və ya ağac parçalarından hazırlanırdı.Bəzi yerlərdə daşlar (“qurd daşları” adlandırılır) zibilləyən heyvanların dayaz qəbri açmasına mane olmaq üçün bədənin üzərinə qoyulurdu.
Tarix
Arxeoloqlar 20.000-75.000 il əvvələ aid olan Neandertal məzarlarını tapıblar.Cəsədlər böyük qaya yığınları və ya açılışlarını örtən daşlar olan mağaralarda aşkar edilmişdir.Bu qəbir yerlərinin təsadüfi olduğu düşünülür.Çox güman ki, yaralılar və ya ölənlər sağalmaq üçün geridə qalmışdılar və vəhşi heyvanlardan qorunmaq üçün qayalar və ya daşlar mağaranın qabağına itələnmişdir.İraqdakı Şərindar mağarasında cəsədin ətrafına çiçəklər səpələnmiş bir insanın (e.ə. 50.000) qalıqları var idi.
Zaman keçdikcə başqa müxtəlif dəfn üsulları da inkişaf etmişdir.Çinlilər eramızdan əvvəl 30.000-ci illərdə ölülərini saxlamaq üçün tabutlardan ilk istifadə etdilər. Mumiyalama və mumiyalama eramızdan əvvəl 3200-cü illərdə Misir fironlarının cəsədlərini ölümdən sonrakı həyat üçün qorumaq üçün istifadə edilmişdir.Fironlar bir sarkofaqda yerləşdiriləcək və öz qulluqçularını və etibarlı məsləhətçilərini təmsil edən heykəllərlə, həmçinin qızıl və dəbdəbəli əşyalarla birlikdə qəbirə qoyulacaq və onların xarici dünyada qəbul olunmalarını təmin edəcəkdilər.Bəzi padşahlar öz həqiqi qulluqçularının və məsləhətçilərinin ölüm zamanı onları müşayiət etmələrini tələb edirdilər və xidmətçilər və məsləhətçilər öldürülərək məzara qoyulurdu.Təxminən mumiyalama ilə eyni vaxtda başlayan kremasiya həm də ölülərin məhv edilməsinin məşhur üsulu idi.Bu gün ABŞ-da utilizasiya üsullarının 26%-ni, Kanadada isə 45%-ni təşkil edir.
Dinlər inkişaf etdikcə kremasiyaya pis baxılırdı.Hətta bir çox dinlər kremasiyanı bütpərəstlik rituallarını xatırlatdığını iddia edərək belə qadağan etmişdilər.Dəfn etmək daha üstün üsul idi və bəzən ölülər günlərlə evdə yatırdılar ki, insanlar öz ehtiramlarını bildirə bilsinlər.1348-ci ildə vəba Avropanı bürüdü və insanları ölüləri mümkün qədər tez və şəhərlərdən uzaqda basdırmağa məcbur etdi.Bu ölüm və dəfn mərasimləri qəbiristanlıqlar daşana qədər davam etdi və çoxsaylı dayaz qəbirlərə görə xəstəlik yaymağa davam etdi.1665-ci ildə İngiltərə Parlamenti yalnız kiçik dəfn mərasimlərinin keçirilməsinin lehinə qərar verdi və məzarların qanuni dərinliyi 6 fut (1,8 m) səviyyəsində edildi.Bu, xəstəliyin yayılmasını azaltdı, lakin bir çox qəbiristanlıqlar həddindən artıq məskunlaşmaqda davam etdi.
Bu gün görülənlərə bənzər ilk qəbiristanlıq 1804-cü ildə Parisdə qurulmuş və "bağ" qəbiristanlığı adlanmışdır.Pèere-Lachaise, Oscar Wilde, Frederik Chopin və Jim Morrison kimi bir çox məşhur adların evidir.Məhz bu bağ qəbiristanlıqlarında başdaşı və xatirə abidələri mürəkkəb işlərə çevrildi.Memorialın ölçüsünü və sənətkarlığını insanın sosial vəziyyəti müəyyən edirdi.İlkin xatirələr canlılara ölümdən sonrakı həyat qorxusunu aşılamaq üçün skeletlər və cinlərlə dəhşətli səhnələri təsvir edirdi.On doqquzuncu əsrin sonlarında baş daşları mərhumu yuxarı aparan kerublar və mələklər kimi dinc səhnələrin xeyrinə inkişaf etdi.Birləşmiş Ştatlar 1831-ci ildə Kembricdə, Massaçusetsdə öz kənd qəbiristanlığını, The Mount Auburn qəbiristanlığını qurdu.
Xammal
Erkən baş daşları erkən Yeni İngiltərədə yerli olaraq mövcud olan şiferdən hazırlanmışdır.Populyarlaşan növbəti material mərmər idi, lakin zaman keçdikcə mərmər aşınacaq və mərhumun adları və xüsusiyyətləri açıqlana bilməzdi.1850-ci ilə qədər qranit dayanıqlığı və əlçatanlığına görə üstünlük verilən baş daşı materialına çevrildi.Müasir memoriallarda qranit istifadə olunan əsas xammaldır.
Qranit əsasən kvars, feldispat və plagioklaz feldispatdan ibarət olan maqmatik qayadır. Qranit ağ, çəhrayı, açıq boz və ya tünd boz ola bilər.Bu qaya yavaş-yavaş soyudulan maqmadan (ərimiş material) hazırlanır.Soyudulmuş maqma yer qabığının yerdəyişməsi və torpağın eroziyası nəticəsində çıxarılır.
Dizayn
Baş daşını fərdiləşdirməyin saysız-hesabsız yolu var.Epitaflar müqəddəs sitatlardan tutmuş qaranlıq və yumoristik ifadələrə qədər dəyişir.Müşayiət olunan heykəlciklər daşın içinə oyulub, üstünə və ya yanında yerləşdirilə bilər.Baş daşlarının ölçüsü və forması da müxtəlifdir.Ümumiyyətlə, bütün daşlar maşınla cilalanmış və oyulmuş, sonra əl ilə incə detallaşdırılmışdır.
İstehsalat
Proses
- İlk addım daşın növünü (adətən mərmər və ya qranit) və rəngini seçməkdir.Sonra qranit bloku əsas qayadan kəsilir.Bunu etməyin üç yolu var.Birinci üsul qazmadır.Bu üsul qranitdə 1 düym (2,54 sm) və 20 fut (6,1 m) dərinlikdə şaquli deşiklər açan pnevmatik qazmadan istifadə edir.Karxanaçılar daha sonra qayanın nüvəsini kəsmək üçün polad dişləri olan 4 düym (10,1 sm) uzunluğunda poladdan istifadə edirlər.
Jet pirsinq qazmadan daha sürətlidir, təxminən yeddi dəfə.Bu üsulla bir saat ərzində 16 fut (4,9 m) qazmaq olar.Proses təzyiqli karbohidrogen yanacağı və hava qarışığını 2800°F (1537,8°C) alov şəklində çıxarmaq üçün içi boş polad şaftlı raket mühərrikindən istifadə edir.Bu alov səs sürətindən beş dəfə çoxdur və qranitdə 4 düym (10,2 sm) kəsir.
Üçüncü yol ən səmərəli üsuldur, daha səssizdir və demək olar ki, heç bir tullantı yaratmır.Su reaktiv pirsinq qraniti kəsmək üçün su təzyiqindən istifadə edir.Su jetinin pirsinqinin iki sistemi var, aşağı təzyiq və yüksək təzyiq.Hər ikisi iki su axını buraxır, lakin aşağı təzyiqli sistem axınları 1,400-1,800 psi, yüksək təzyiq axınları isə 40,000 psi-nin altındadır.Jetlərdən gələn su təkrar istifadə olunur və üsul səhvləri və material israfını minimuma endirir.
- Növbəti addım bloku karxana yatağından çıxarmaqdır.İşçilər karbidlə ucları 1,5-1,88 düym (3,81-4,78 sm) olan polad ucları olan böyük pnevmatik matkapları götürür və qranit blokuna üfüqi şəkildə qazırlar.Sonra deşiklərə kağıza bükülmüş partlayış yüklərini yerləşdirirlər.Yüklər təyin edildikdən sonra blok qayanın qalan hissəsindən təmiz bir fasilə edir.
- Qranit blokları adətən təxminən 3 fut (0,9 m) enində, 3 fut (0,9 m) hündürlüyündə və 10 fut (3 m) uzunluğunda, təxminən 20,250 funt (9,185 kq) ağırlığındadır.İşçilər ya kabeli blokun ətrafında döndərirlər, ya da hər iki ucuna qarmaqlar qazırlar və kabeli qarmaqlara bağlayırlar.Hər iki şəkildə kabel qranit blokunu yuxarı qaldıran və onu baş daşı istehsalçısına daşıyan düz yük maşınının üzərinə qaldıran böyük bir çuxura bağlanır.Karxanalar müstəqil olaraq sahib olurlar və qranitləri istehsalçılara satırlar, lakin karxanalara sahib olan daha böyük şirkətlər var.
- İstehsal evinə gəldikdən sonra, qranit plitələr daha kiçik plitələrə kəsildiyi bir konveyer lentinə boşaldılır.Plitələr ümumiyyətlə 6, 8, 10 və ya 12 düym (müvafiq olaraq 15,2, 20,3, 25 və 30,4 sm) qalınlığa malikdir.Bu addım fırlanan almaz testerəsi ilə həyata keçirilir.Mişar 5 fut (1,5 m) və ya 11,6 fut (3,54 m) möhkəm polad almaz bıçaqla təchiz edilmişdir.Bıçaq adətən təxminən 140-160 sənaye almaz seqmentinə malikdir və orta hesabla 23-25 fut kəsmə qabiliyyətinə malikdir.2(2,1-2,3 m2) saat.
- Kəsilmiş plitələr müxtəlif səviyyələrdə daş düzülmüş müxtəlif sayda fırlanan başlıqların (adətən səkkizdən 13-ə qədər) altından keçirilir.
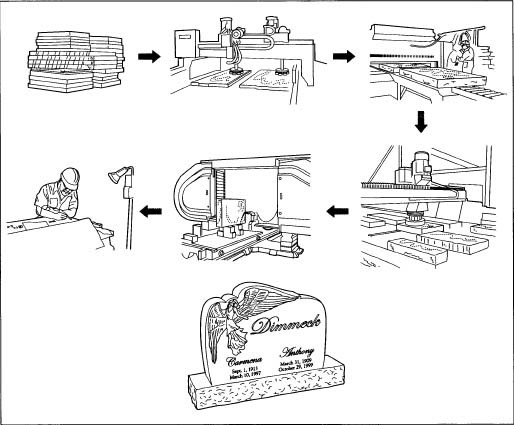
Baş daşının istehsalı.
ən aşındırıcıdan ən azına qədər.İlk bir neçə başlıq sərt almaz qumuna malikdir, orta başlıqlar honlama üçün, son bir neçə başlıq isə keçə tampon yastıqları ilə təchiz edilmişdir.Bu yastıqların üzərinə su və alüminium və ya qalay oksid tozu var ki, daşı hamar, parlaq bir səthə cilalayır.
- Sonra cilalanmış plitə konveyer kəməri boyunca hidravlik açara köçürülür.Qırıcı qranit plitə üzərində 5000 psi-yə yaxın hidravlik təzyiq göstərən karbid dişləri ilə təchiz olunub və daş üzərində şaquli kəsik yaradır.
- Sonra kəsilmiş daş uyğun formaya salınır.Bu ya əllə çisel və çəkiclə, ya da daha dəqiq desək, çox bıçaqlı almaz mişarla edilir.Bu maşın 30 bıçaq tutmaq üçün təyin edilə bilər, lakin adətən yalnız səkkiz və ya doqquz ilə yüklənir.Doqquz bıçaqla təchiz edilmiş bu çox bıçaqlı almaz mişar 27 fut kəsə bilər2(2,5 m2) saat.
- Sonra daşın səthləri yenidən cilalanır.Yüksək avtomatlaşdırılmış prosesdə eyni anda 64 ədəd cilalana bilər.
- Şaquli kənarlar səthi cilalayana bənzər avtomatlaşdırılmış cilalama maşını ilə cilalanır.Bu maşın ən sərt qum başını seçir və onu daşın şaquli kənarları boyunca işləyir.Daha sonra maşın kənarları hamar olana qədər digər çınqıllardan keçir.
- Radial kənarlar iki almaz daşlama barabanından istifadə edərək eyni zamanda üyüdülür və cilalanır.Birində sərt qumlu almaz var, ikincisi isə daha incə qumludur.Sonra daşın radial kənarları cilalanır.
- Mürəkkəb daş formalarına ehtiyac varsa, cilalanmış daş almaz məftil mişarına köçürülür.Operator mişarı düzəldir və fiqurları baş daşına həkk etmək üçün kompüter proqramından istifadə edən prosesə başlayır.İstənilən incə oyma və ya detallar əl ilə tamamlanır.
- Bundan sonra baş daşı bitirməyə hazırdır.Rock Pitching, daşın xarici kənarlarının əl ilə kəsilməsini, daha dəqiq, fərdi forma verilməsini nəzərdə tutur.
- Başdaşı cilalanmış və O formalı olduğundan, indi oyma vaxtıdır.Qumlama ümumiyyətlə istifadə olunur.Baş daşına maye yapışqan çəkilir.Yapışqan üzərində rezin trafaret tətbiq olunur və sonra dizaynın karbon əsaslı layout ilə örtülür.Karbon rəssamın hazırladığı dizaynı rezin trafaretin üzərinə köçürür.İşçi daha sonra daş üzərində axtarılan hərfləri və dizayn xüsusiyyətlərini kəsərək onları qumlamaya məruz qoyur.Qumlama ya əllə, ya da avtomatlaşdırılmış şəkildə aparılır.Hər iki üsul prosesin təhlükələrinə görə qapalı ərazidə aparılır.İşçi daşdan əks olunan taxıllardan qorunmaq üçün tamamilə örtülmüşdür.Kurs kəsici aşındırıcı 100 psi gücdə tətbiq olunur.Toz toplayıcılar tozu toplayır və təkrar istifadə üçün saxlayırlar.
- Sonra hər hansı qalıq trafaret və ya yapışqandan xilas olmaq üçün daş yüksək təzyiqli buxarla püskürtülür.Yenidən cilalanır və diqqətlə yoxlanılır, sonra finişi qorumaq üçün selofana və ya qalın kağıza qablaşdırılır.Paket qutulara qoyulur və müştəriyə və ya dəfn direktoruna göndərilir.
Keyfiyyətə nəzarət
Keyfiyyətə nəzarət bütün istehsal prosesində ciddi şəkildə həyata keçirilir.Hər bir kobud qranit plitəsi rəng uyğunluğu üçün yoxlanılır.Hər cilalama addımından sonra baş daşı qüsurlara görə yoxlanılır.Çip və ya cızıqların ilk əlamətində daş xəttdən çıxarılır.
Yan məhsullar/Tullantılar
Karxanada istifadə edilən kəsmə prosesindən asılı olaraq tullantılar dəyişir.Qazma ən az dəqiq karxana üsuludur və beləliklə, ən çox tullantı əmələ gətirir.Su axını üsulu ən az səs-küy çirkliliyi və toz yaradır.O, həmçinin digər proseslərdən daha çox yanacaq sərfiyyatına malikdir və suyun təkrar emalına imkan verir.Qum zərrəcikləri də yığılıb təkrar istifadə edildiyi üçün qumlamada az miqdarda tullantı olur.İstehsaldan hər hansı qüsurlu qranit daşları ümumiyyətlə digər istehsal şirkətlərinə satılır və ya xaricə ixrac olunur.Digər keyfiyyətsiz daşlar atılır.
Gələcək
Baş daşları üzərində dizaynları həkk etmək üçün innovativ proqram təminatından istifadə edən bir çox yeni texnika var.Lazer oyma, lazer şüasından istifadə edərək baş daşına şəkillər və daha mürəkkəb dizaynlar qoymağa imkan verən qarşıdan gələn bir inkişafdır.Lazerdən gələn istilik kristalları qranit səthinə çıxarır və nəticədə yüksək, açıq rəngli oyma əmələ gəlir.
Qranitlərin tükənməsini yaxın gələcəkdə proqnozlaşdırmaq mümkün deyil.Karxanalar hasil olunduqca yeni ehtiyatlar yaranır.Bir anda ixrac edilə bilən qranit miqdarını məhdudlaşdıran bir çox qaydalar var.Ölülərin utilizasiyasının alternativ üsulları da baş daşlarının istehsalını məhdudlaşdıra bilən amillərdir.
Göndərmə vaxtı: 05 yanvar 2021-ci il